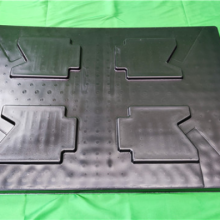
吸塑包装盒,本设计通过吸塑成型的方式制作包装外盒,能大幅度提 高生产效率,适合大规模工业化生产;采用单一材料,利于分 类回收;表面通过新颖的浮雕设计,立体地表现图案与文字; 对包装绿色化拓展了一个全新的思路,并为外盒制作提供了一 种新的生产工艺。高拉伸吸塑托盘,这是一家国际化妆品牌的美容套装的吸塑托盘,吸塑高度达到100毫米,穴位数量较多,而且深浅不一,需要在清晰 展示产品的同时,也能起到很好的保护作用。因此如图制作一个多层台阶的设计,便于产品不同层次 的摆放要求。高透明性的材料,除了可清晰展示产品外,更能 凸显产品的外观并吸引消费者的眼球,激发消费者的消费欲 望;吸塑的高均匀性,能用较薄的材料起到较强的支撑保护作 用;成型的高***性,使各个尺寸的精度更高,能使产品更易 于固定和拿取,同时也避免损伤产品外观。多层厚片吸塑正在探索生物基或可回收材料用于层,旨在减少碳足迹而不影响产品质量。福建专注双层厚片吸塑品牌

吸塑机(又叫热塑成型机)是将加热塑化的pvc、PE、PP、PET、HIPS等热塑性塑料卷材吸制成各种形状的***包装装璜盒、框等产品的机器。利用真空泵产生的真空吸力,将加热软化后的PVC、PET等热可塑性塑料片材经过模具吸塑成各种形状的真空罩、吸塑托盘、泡壳等。原理,吸塑成型又叫热塑成型,这种成型工艺主要是利用真空泵产生的真空吸力将加热软化后的PVC、PET、PETG、APTT、PP、PE、PS等热可塑性塑料片材经过模具吸塑成各种形状的真空罩,或贴附着于各种形状产品的表面。吸塑根据片材厚度分为薄片吸塑和厚片吸塑。安徽亚克力双层厚片吸塑托盘双层厚片吸塑产品表面光滑如镜,彰显出***的品质感。
PP吸塑厚片成型材料必须具备的性能要求,厚片吸塑产品已经应用在了我们日常生活的各个领域中,例如电视机外壳、电瓶车的后备箱、汽车的保险杠等等,这些都是吸塑厚片制品。而它们的主要原材料有ABS、PET、PP、PVC等。接下来,小编就为您介绍其中一种--PP吸塑厚片成型材料必须具备的性能要求。成型温度:即pp厚片吸塑成型所用片材需具备适宜一定的加工温度范围。既在其吸塑加工生产过程中受热软化温度,容易成型,又与其熔融温度有一定距离,成型温度范围较宽;不能只在较小的某一特定温度范围内成型,温度偏高或偏低时,成型容易撕裂、熔塌等现象。
真空厚片吸塑的复合薄膜的注意事项 :1、不同的厚片吸塑复合薄膜对高温有不同的反应,如有更改材料,应先评价操作条件后才大量生产。2、尽可能运用增塑剂含量低的复合薄膜,由于薄膜内的增塑剂在长时刻贮存及高温环境下,有可能游离出外表,然后影响粘接作用。3、关于硬质复合薄膜:主张运用比较短的吸塑时刻,以及相对高的吸塑温度。4、关于软质复合薄膜:主张运用比较长的吸塑时刻,以及相对低的吸塑温度。三、中纤板含水率:1、一般要求中纤板含水率控制在6%一14%。2、较佳粘接条件要求中纤板含水率控制在8%一12%e双层厚片吸塑产品的定制服务灵活多样,可根据客户需求进行个性化设计。
单层厚片吸塑生产的大致流程如下:厚片吸塑的生产工艺是从模具的制作和加工开始的。首先,根据,客户的要求和样品规格制作好吸塑模具。一般的条件下,我们会选用石膏模先行打样,待客户确定样品和工艺后,后面我们可以选用木模、铜模或铝模作模具。以石膏模具为例,将大型吸塑过程中要用到的石膏模具制作好后,先让其自然干燥完全或是烘干,然后根据产品表面凸凹具体情况,用1-2毫米的钻花在不影响产品包装模样的低凹处钻许多小孔。双层厚片吸塑工艺结合了现代科技与传统工艺,创造出独特而富有创意的设计作品。安徽亚克力双层厚片吸塑托盘
多层厚片吸塑可以在不明显增加重量的情况下增强产品的强度和耐用性。福建专注双层厚片吸塑品牌
历史背景,厚片吸塑在医疗领域并不是一个新现象。 ***次世界大战后,大规模生产医疗设备的需求不断增长,其利用率开始激增。 随着时间的推移,聚合物科学的进步产生了可以消毒的新型塑料,进一步拓宽了厚片吸塑的可能性。 20 世纪下半叶计算机辅助设计 (CAD) 的兴起显着提高了成型部件的复杂性和准确性,推动该技术进入医疗领域更***的应用。材料强度和耐用性,医疗设备通常必须承受压力和大量使用。 因此,该材料必须坚固、耐用,并且能够随着时间的推移保持其形状。 聚碳酸酯由于其强度高重量比而经常用于这些情况。监管合规性,医疗行业受到严格监管,以确保患者安全。 因此,材料必须符合FDA和ISO等各种标准认证。 制造商需要确保他们用于厚片吸塑的材料符合这些标准,以避免法律纠纷。福建专注双层厚片吸塑品牌