早在20世纪初已为人所知,但应用于工业生产还只是20世纪40年代以后的事,而在60年代才有较大的发展。在国外,真空吸塑成型是一种老的成型工艺,由于不断的开发和变化,目前已高度自动化、机械化,并做到了无任何废边料产生,98%的原辅材料变成制品。全流水线生产的成型系统工程。厚吸塑,和吸塑包装的薄吸塑生产方式差不多,都是以真空吸塑为主。厚片吸塑是指所用的原材料厚度超过2mm,无法在全自动机器上吸塑成型,必须采用厚板材专门使用的半自动吸塑成型机加工生产的技术。厚片吸塑是一种利用真空将热塑性片材成型为各种形状的制造工艺。江西专注单层厚片吸塑工艺

厚片吸塑基本原则:A. 材料一致性和冷却,成型后,塑料必须在仍与模具接触的同时冷却和硬化,以确保其保持形状。 这种冷却过程与加热一样重要,因为它必须以受控的速率均匀发生,以防止翘曲或变形。B. 热量在软化塑料中的作用,为了开始厚片吸塑过程,将塑料片材夹在框架中并加热直至变得柔韧。 加热过程受到***的温度和计时协议的精心控制。 目的是将塑料软化到可以成型的程度,而不导致其熔化或降解。 作为一门科学,这需要全方面了解塑料的熔点、玻璃化转变温度和导热率。福建汽车单层厚片吸塑厂家单层厚片吸塑可以制作坚固耐用的产品,如包装盒、展示架等。
厚板吸塑的主要材料有:各种颜色的ABS、亚克力、PETG、PVC、PC、PP、PE、PS以及多种改性塑料的光板如光板、透明板等。厚片吸塑的报价技术方式:一般按产品尺寸、厚度、材质等来计算价格。厚片吸塑加工时颜色泛黄的原因,在厚板吸塑加工时,同一批次的吸塑加工包装中,有些颜色深浅问题。尤其是有些泛黄的吸塑加工制品就视为不合格产品。总之,吸塑工艺作为一种新兴的制造技术,具有形状复杂、生产效***、成本低等优势,正在逐渐成为未来制造业的新潮流。随着科技的不断进步和应用的不断扩大,相信吸塑工艺将在未来的制造业中发挥更加重要的作用。
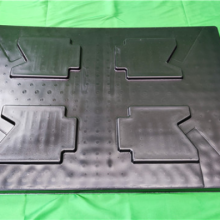
案例一:吸塑包装盒,本设计通过吸塑成型的方式制作包装外盒,能大幅度提高生产效率,适合大规模工业化生产;采用单一材料,利于分类回收;表面通过新颖的浮雕设计,立体地表现图案与文字;对包装绿色化拓展了一个全新的思路,并为外盒制作提供了一种新的生产工艺。耐高温吸塑托盘,这是一家国内有名的终端品牌的产品内托,根据客户的耐温要求,对材料进行了配方的改进,改性后的材料在高温环境下,吸塑托盘仍然不会变形或软塌,能经受高温运输的考验。同时,经过对结构的巧妙设计,能使用较薄的塑料片,制作出能承受较重产品的吸塑托盘。厚板吸塑可用于医疗装备外壳、纺织机械、汽车附件(保险杠、仪表盘、门板等)。
与其他技术集成:A.与CNC加工、3D打印等相结合,厚片吸塑通常与 CNC 加工和 3D 打印等技术结合使用,为定制产品设计提供全方面的解决方案。B. 设计和仿真软件解决方案,现代设计软件支持厚片吸塑模拟,使设计人员能够在实际生产之前可视化和优化流程。挑战与解决方案:A. 定制产品设计中的常见陷阱,材料选择、模具设计或工艺参数方面的错误可能会导致结果不理想。 经验和仔细的规划对于避免常见陷阱至关重要。B. 如何克服这些挑战,精心规划的设计流程、工程师、设计师和材料专业人士之间的协作以及利用技术可以显着减少挑战。C. 合规性和监管考虑因素,遵守行业标准和法规可确保厚片吸塑产品的质量和安全。厚片吸塑的产品主要应用于冰箱行业、空调行业及家电配件等人们日常生活各个领域。福建汽车单层厚片吸塑厂家
单层厚片吸塑技术还可以提高产品的视觉吸引力。江西专注单层厚片吸塑工艺
凹模生产的制品不与模腔壁贴合的一面质量较好,较薄部位在模腔侧面与底面的交界处,而且随模腔深度的增大制品底部转角处的壁就变得更薄,因此在加工较深的产品时,要有相应较大的开口面积。凸模生产的制品壁厚的较大部位在凸模的顶部,而较薄部位在凸模侧面与底面的交界区,该部位也是然后成型的部位,制品侧面常会出现牵伸和冷却的条纹,造成条纹的原因在于片材各部分贴合模面的时候,先与模面接触的部分先被模具冷却并产生条纹,而在后继的相关过程中,被牵伸到模腔的侧面。这种条纹通常在接近模面顶部的侧面处较高处,会影响吸塑制品的外观。江西专注单层厚片吸塑工艺