真空厚板吸塑加工成型时颜色泛黄的原因有哪些呢?需从片材,模具,设备三要素分析来分析:1)模具出了问题,1、真空厚板吸塑加工模具的排气孔不良,使塑料在高温高压的情况下与氧气发生了剧烈反应,从而***塑料。2、吸塑加工片材或模具内含有太多的润滑剂、脱模剂,我们应定期对其进行清洁,去除防静电剂等一些添加剂。2)设备出了问题,1、设备不干净,设备上的粉尘或灰尘污染了吸塑加工片材,从而致使吸塑加工变色。2、热电偶、温控仪或加热系统的不平衡导致了温度不平衡,这样也会使得真空吸塑加工变色。随着各行业不断需要更好、更强、更专业的产品,多层厚片吸塑已做好准备。湖北ABS双层厚片吸塑市场价

了解拉丝的威胁,从本质上讲,拉丝是成型过程中材料分布不均匀的表现。 这可能是由于多种因素造成的。 例如,塑料片材的不均匀加热可能会导致塑料片材的某些部分变得比其他部分更柔韧。 当片材覆盖在模具上并施加真空时,这些过度拉伸的区域会形成细丝或皱纹,称为纤维网。拉丝背后的另一个常见原因是加热片材的快速拉伸。 如果片材被迫拉伸得太快或太多,它可能无法平滑地贴合模具表面,从而导致纤维网形成。 模具本身的设计也可以发挥重要作用。 拔模角不足或几何形状复杂的模具(尤其是深拉模具)会增加出现拉丝的风险。 同样,不一致的真空压力会导致吸力不均匀,导致片材在某些区域形成纤维网。无锡双层厚片吸塑产地发货双层厚片吸塑产品具有较高的表面光洁度。
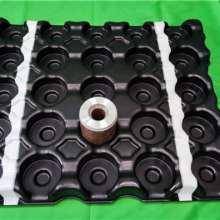
吸塑加工工艺:排气面、排气孔、排气槽,在真空吸塑成型加工过程中,为了除去塑料材料与模具 之间所存留的气体,模具必须是能排气的或有足够的排气孔或 排气槽;这可以使空气通过抽气装置(或转移)快速的除去。 因此在吸塑过程中,需要***吸塑设备的真空系统能保持足够 的真空量,以***塑料片加热软化后,能有足够的真空吸力是 塑料片能够完全贴服在模具表面上;另一方面,需要对排气 孔、排气槽等通道系统保持通畅状态,避免因异物堵塞导致真 空度减低,造成吸塑成型不到位。
厚板吸塑又名厚片吸塑,是指所用的原材料厚度超过2mm,无法在全自动机器上吸塑成型,必须采用厚板材专门使用的半自动吸塑成型机加工生产的技术。厚板吸塑的材料主要有:各种颜色ABS、亚克力、PETG、PVC、PC、PP、PE、PS等及多种改性塑料的光板、皮纹板、透明板。大型吸塑的时候,需要将软化处理好的塑料片连同木柜一同置于真空室中,开动吸气开关使得真空室内空气被吸抽干净;待塑料片冷却后,就可以得到与模具相同的凹型包装或工艺模具。双层厚片吸塑可以实现产品的个性化定制。
厚片吸塑加工技术是一种非常常见的加工方式,可以制造出各种形状的产品。无锡鑫旺德新材料科技有限公司作为一家专业的厚片吸塑加工企业,可以为客户提供高质量的加工服务,满足客户的不同需求。随着科技的不断发展,制造业也在不断创新和进步。其中,吸塑工艺作为一种新兴的制造技术,正在逐渐成为未来制造业的新潮流。吸塑根据片材厚度分为薄片吸塑和厚片吸塑。厚片吸塑又称厚板吸塑,是指使用材料厚度超过2mm,不能在全自动工具上吸塑成型,必须采用厚片吸塑专门使用的半自动吸塑成型机进行加工和生产。双层厚片吸塑工艺在细节处理上非常到位,展现了品质高的工艺水平。湖南HIPS双层厚片吸塑定制
双层厚片吸塑产品具有较高的耐候性和耐腐蚀性。湖北ABS双层厚片吸塑市场价
未来的趋势,随着技术和材料科学的不断进步,厚片吸塑可能会变得更加通用。个性化医疗,随着个性化医疗趋势的增长,对定制医疗设备的需求也随之增长。 厚片吸塑能够高效生产小批量、定制的产品,非常适合满足这一需求。与物联网集成,智能医疗设备正在兴起。 在厚片吸塑过程中集成电子设备的能力为医疗设备的创新开辟了新的途径。结论,厚片吸塑以其适应性、成本效益和不断改进的技术,已成为医疗设备制造的关键参与者。 尽管存在挑战,但持续的创新有望减轻这些限制并扩大应用范围。湖北ABS双层厚片吸塑市场价