厚片吸塑的优点如下,厚片吸塑的美妙之处在于它的简单性。 对于希望快速生产原型的企业或个人来说,厚片吸塑***。 鉴于模具可以由不太耐用的材料(如木材或环氧树脂)制成,因此将原型转化为物理形式既更快又更便宜。这种方法对于中低产量来说特别经济高效。 由于模具成本通常低于注塑成本,因此无需大量财务支出即可生产小批量产品。 另一个优点是设计变更相对容易。 由于模具价格较低,因此可以在不产生过高成本的情况下进行修改。厚片吸塑采用特殊的防火材料制作,可以有效地防止商品在运输过程中受到火灾的损害。安徽单层厚片吸塑加工

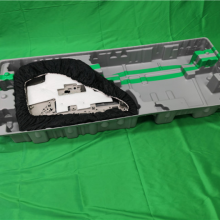
真空吸塑成形技术是塑料包装中较常用的成型方法之一,它是一种以热塑性塑料片材(PP/PET/PS)为成型对象的成型技术。虽然吸塑工艺在20世纪初已经开发出来,但还是在60年代大力应用于工业生产上。经过不断的开发与变化,目前真空吸塑工艺已实现高度自动化、机械化,通过对吸塑设备不断改良,提高了吸塑机的温度控制及传送方式的技术难题,解决了高拉伸及高精度吸塑制品的工艺技术,包括解决了不同塑料材料以及厚片材料的加工工艺问题。江西厚板单层厚片吸塑定制厚片吸塑的重量通常比同样大小的软泡包装轻50%以上,对于需要长途运输来说可以节省很多运输成本。
重点介绍一下吸塑加工工艺过程中需要注意的几个要点。(1)脱模斜度,为了能够顺利脱模,模具侧面必须具有一定的倾斜度。在脱模方向上,模具侧面的倾角被称为脱模斜度。脱模斜度应该取得尽可能大,脱模斜度越大,脱模越快,成型周期越短,而且在脱模的过程中制品变形的可能性小,脱模斜度一般大于1度,如图11所示。当然也有企业经过多年的研发,已经突破了0度脱模的吸塑技术难题,为吸塑制品的应用***了一条全新的方向。(2)宽高比,模具宽度与深度的比值通常称为宽高比。一般来说,因为凸模可以对片材有拖拽和预拉伸的作用,所以用凸模成型时的高度可以略微小些,但也不能小于1。用凹模成型时的宽高比通常不小于1.4。L是长,B是宽,H是高,D是圆柱直径。
模具尺寸小于机器规定尺寸时,要增加内孔与模具外尺寸,外边缘尺寸与机器压框尺寸相同的附加边框,否则会增加板材余料。自动化成型机所用到的模具主要是钢膜。人工成型的方法比较简单,主要设备是板材加热烘房、压缩机、压框和模具。板材加热后,用人手把板材拿出放到模具上,压框夹紧模具边缘,然后吸气成型。模具尺寸不受限制,只要有足够大的烘房就可以了,7米多长的客车冷风道一般都是这种成型方法。人工成型方法效率低,受人为因素影响比较大,因此一般不用钢膜,吸塑绝大多数是用纯铝模具。厚片吸塑成型产品主要有厚壁吸塑、PMMA(亚克力)吸塑等。
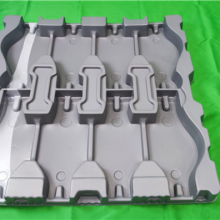
厚板吸塑的优点:厚片吸塑的主要优点:***节省原辅材料;厚板吸塑产品重量较轻、运输方便、密封性能好,符合环保绿色包装的要求;能包装任何异形产品,装箱无需另加缓冲材料;并适合机械化、自动化包装,为企业节省人力、提高效率。厚板吸塑加工工艺流程:厚片吸塑加工,是将定位好的板材通过烘箱加热到软化的状态,吸塑模具再和其周边形成密闭空间而将模腔内空气瞬间吸走,将板材紧紧贴覆在模具表面,冷却定型而取得制品的工艺过程吸塑成型是一个循环的过程。厚片吸塑的主要注意事项:厚薄不均、吸塑过度、拉线和划痕等都是吸塑过程中常见的问题。重庆游戏机单层厚片吸塑
厚片吸塑较有影响力的应用之一在于医疗设备制造。安徽单层厚片吸塑加工
注塑的应用,相比之下,注塑在精度、一致性和大批量生产至关重要的行业中占据主导地位。 消费电子产品制造商使用这种方法来生产外壳、按钮和连接器等复杂零件。 汽车行业受益于注塑,以一致的精度生产保险杠、齿轮和旋钮等部件。 医疗保健部门将这种方法用于一次性物品,如注射器、植入式组件和***输送设备。 玩具制造商还严重依赖注塑来生产数百万个一致且耐用的玩具。生产速度和产量,就速度而言,厚片吸塑通常具有较短的循环时间,特别是对于较简单的零件。 然而,速度优势随着设计的复杂性而减弱。安徽单层厚片吸塑加工